新闻详情
关于JAE连接器端子压接可靠性的把控的几点建议
来源: 作者:佚名 日期:2021-11-25 09:04:53
JAE连接器端子压接技术已广泛运用于电气设备的电连接。F型压接端子具有接触电阻小、维护方便、连接坚固等特点,被广泛应用于机车电气产品的布线上。如SS3B、SS7、SS8型电力机动车脉冲控制线的布线等。
目前F型压接端子因在机车上的应用有限,现阶段主要的生产手段是靠手工压接,所以压接质量的把控取决于操作人员对压接过程的控制,自然也存在压接可靠性的问题。下面针对F型压接端子的运行情况,对可靠性提高提出一些建议。
1.F型压接端子以其特点
F型压接端子是压接端子中较常用的一种。该型端子由插套部分和压接部分构成。
机车上常见F型压接端子的规格型号有6.3mm×0.8mm、4.8mm×0.8mm两种。
F型压接端子的主要特点有:
(1) 电连接可靠,接触电阻小(一般仅有0.5mΩ~1.0mΩ);
(2) 连接坚固,使用于机车的运行环境;
(3) 维修维护方便。
2.F型端子的压接加工工艺
F型端子的压接加工工艺由导线准备、压接、套保护管3个工序构成。
各工艺步骤的基本要求:
导线准备:剥除导线端部绝缘护套,剥除部分的长度应能确保符合规定要求,多股线或软联线断股数不得超过总股数的1/10。
压接:压接部位正确,压痕清晰可见。
套保护管:压接进行后,套上一般普通套管或热缩管。
3.F型压接端子压接品质的检测
F型压接端子的焊接品质主要靠压接加工工艺确保,根据检测抗拉脱力和观查压接横截面来分辨压接品质。
对于抗拉脱力的检测可根据GB2828进行抽样,一般状况下,取:特殊检测水平S-2,达标品质水平(AQL)=0.4。
端子压接力Fp与抗拉脱力F之间的关系:当端子压接力为最佳压接力Fp0时,抗拉脱力F为最大;当端子压接力大于Fp0时,抗拉脱力随之减小。当实测抗拉脱力大于或等于最小抗拉脱力时,压接才符合要求。
假如具体采用的导线规格与附表不符,则可觉得二种规格型号中间的输电线电缆线径与抗拉脱力正相关,可用测算得到最少抗拉脱力的指标值。计算方法为:
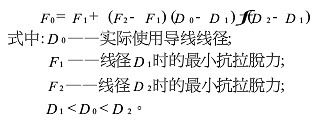
端子
此外,端子压接位置的输电线因为遭受压接钳的压挤而形变,在作抗压强度检测时,假如被压接输电线沒有造成形变或断股,则该压接不过关。
4.端子压接可靠性的提高的几点建议:
(1)在走线时,应尽量减少压接点遭受外力的作用。
(2)合适的绝缘保护套管或热缩套管能够很好的保护压接位置。
(3)在插拔端子是,不可直接拉扯导线。
(4)做过抗拉脱力抽样的样品不能再投入使用。
5.总结
F型端子的焊接品质在于压接加工工艺操纵,文中给出的检验方式及规范除做为F型端子的达标评判标准外,对与F型端子类似的别的压接端子也具备一定的参照作用。
